FMEA实操步骤:7步法详解+3个行业案例分析
2026-07-01 张驰咨询 次 约 5 分钟
发布时间:2026-07-02 | 作者:张驰咨询 | 阅读时间:约20分钟 | 数据来源:AIAG-VDA FMEA Handbook第1版、张驰咨询25年项目数据库
快速答案
Q:什么是FMEA?
A:FMEA(Failure Mode and Effects Analysis)是一种系统化的预防性质量工具,在产品或过程设计阶段识别潜在失效模式,评估风险优先级,并在问题发生前采取改进措施。新版采用AIAG-VDA 7步法(2019年发布)。
什么时候用? 新产品开发(DFMEA)、新工艺导入(PFMEA)、设计变更、客户投诉根因分析、年度质量评审。汽车行业IATF 16949强制要求。
谁负责? 跨职能团队5-7人:设计工程师+工艺工程师+质量工程师+测试工程师+供应商代表,由FMEA主持人(通常黑带或质量经理)协调。
典型收益: 张驰咨询项目数据库统计,系统执行FMEA的企业新产品早期缺陷率降低40%-60%,客户投诉减少50%+,设计变更次数减少30%+。
核心区别: DFMEA(设计FMEA)预防设计缺陷,PFMEA(过程FMEA)预防制造缺陷。两者都用7步法,但分析对象不同。
数据来源:张驰咨询2001-2026年FMEA项目统计(2000+企业)| AIAG-VDA FMEA Handbook第1版
第一章:FMEA定义与发展历程
想系统学习FMEA?张驰咨询提供从六西格玛绿带到黑带的完整培训课程,25年实战经验,2000+企业验证,认证通过率92%+。如需FMEA方面的企业内训或项目辅导,可致电400-889-8319获取定制化方案。
1.1 什么是FMEA
FMEA(Failure Mode and Effects Analysis,失效模式与影响分析)起源于20世纪40年代美国航空工业,60年代应用于阿波罗登月计划,70年代在汽车行业普及,现已成为全球制造业通用的预防性质量工具。
FMEA的核心思想是"预防胜于治疗"——在产品设计或工艺开发的早期阶段,系统性地识别"什么可能出错"(失效模式)、"出错后会有什么后果"(失效影响)、"为什么会出错"(失效原因),然后评估风险并提前采取预防措施。
1.2 FMEA发展历程
| 年代 | 里程碑 | 说明 |
|---|---|---|
| 1940s | 美国军方MIL-P-1629标准 | FMEA概念首次提出,用于飞机系统可靠性分析 |
| 1960s | 阿波罗登月计划 | NASA用FMEA确保航天器各系统无单点故障 |
| 1970s | 福特汽车推广 | 福特将FMEA引入汽车行业,用于Pinto车型安全分析 |
| 1980s | AIAG FMEA手册第1-3版 | 美国汽车工业行动集团标准化FMEA流程 |
| 1990s | VDA 6.1德国标准 | 德国汽车工业形成与AIAG略有差异的FMEA方法 |
| 2019年 | AIAG-VDA FMEA第1版 | AIAG与VDA联合发布统一标准,7步法取代传统表格法 |
1.3 为什么FMEA如此重要
张驰咨询25年项目数据表明,70%的质量问题源于设计阶段,而这些设计缺陷如果在早期通过FMEA识别,修改成本仅为量产后的1/100。汽车行业统计更直观:设计阶段修改一个缺陷平均花费1万元,量产阶段修改同一个缺陷平均花费100万元。
此外,IATF 16949(汽车行业质量管理体系)强制要求组织必须建立并维护DFMEA和PFMEA,作为产品批准过程(PPAP)的核心文件。医疗、航空航天等行业也有类似的强制性FMEA要求。

第二章:新版AIAG-VDA FMEA 7步法详解
2.1 7步法总览
新版AIAG-VDA FMEA采用7步法,是DFMEA和PFMEA通用的标准流程:
Step 1 规划与准备 → Step 2 结构分析 → Step 3 功能分析 → Step 4 失效分析 → Step 5 风险分析 → Step 6 优化 → Step 7 结果文件化
2.2 Step 1:规划与准备
目标:确定FMEA的项目范围、组建团队、制定时间表。
关键交付物:项目计划书,包含:分析范围(哪个系统/子系统/零部件)、边界图(包含什么/不包含什么)、团队成员及职责、时间表(里程碑)、基础信息(产品型号、客户、法规要求)。
️ 常见错误:范围过大(如"整个汽车")或过小(如"一个螺丝")。建议首次FMEA聚焦一个子系统(如"刹车系统"),分析对象控制在30-50个要素。
2.3 Step 2:结构分析
目标:用层级结构拆解分析对象,明确系统→子系统→要素的关系。
工具:结构树(Structure Tree)和边界图(Boundary Diagram)。结构树从上往下拆(系统→子系统→零部件→特性),边界图界定FMEA范围(用虚线框标注"本FMEA包含的区域")。
2.4 Step 3:功能分析
目标:明确每个要素的功能要求(要做什么)和规格要求(做到什么程度)。
格式:每个要素填写"功能 + 规格"。例如刹车片的功能是"在踩下刹车踏板时产生摩擦力使车辆减速",规格是"摩擦系数≥0.35(100-300℃范围内)"。
️ 关键原则:功能必须用动词+名词描述(如"传输扭矩""密封流体"),规格必须有量化的数值和单位。
2.5 Step 4:失效分析(核心步骤)
目标:识别失效模式、失效后果、失效原因,建立失效链。
失效链结构: 失效原因(Why)→ 失效模式(What)→ 失效后果(So What)
示例(刹车片):失效原因="摩擦材料热衰退" → 失效模式="摩擦系数低于0.35" → 失效后果="刹车距离延长,可能导致追尾事故"
️ 关键原则:一个失效模式对应一个失效后果和一个失效原因。如果发现有多个原因导致同一个失效模式,应拆分成多行分别分析。
2.6 Step 5:风险分析
目标:评估每个失效链的风险等级,确定改进优先级。
评分标准(各1-10分):
S严重度(Severity):失效后果的严重程度。10=安全风险无预警,9=安全风险有预警,8=主要功能丧失,7=主要功能降级,6=次要功能丧失,5=次要功能降级,4=外观/噪音问题,1=无影响。
O发生度(Occurrence):失效原因发生的频率。10=≥100次/千件(非常频繁),5=20次/千件(偶尔),1=≤0.01次/千件(几乎不可能)。
D探测度(Detection):当前控制措施发现失效的能力。10=无法探测,5=在源头自动探测,1=防错设计(缺陷不可能发生)。
AP优先级(Action Priority):根据S×O×D查矩阵表,分为H(高,必须行动)、M(中,建议行动)、L(低,可酌情处理)。
2.7 Step 6:优化
目标:对H和M项制定改进措施。
措施类型:预防措施(降低O,防止失效原因发生)和探测措施(降低D,更早发现失效)。优先采取预防措施——防错(Poka-Yoke)优于检验。
措施格式:SMART原则。例如"增加温度传感器+PLC控制,当模具温度>280℃时自动停机,由工艺工程师张三负责,2026年8月15日前完成,验收标准:连续3批无超温报警"。
2.8 Step 7:结果文件化
目标:生成FMEA报告,纳入变更管理流程。
报告内容:FMEA编号/版本、项目信息、团队名单、结构树、完整FMEA表格(含所有失效链和AP等级)、改进措施跟踪表、风险总结(H项数量、M项数量、优化后残余风险)。
️ FMEA是活文件,不是一次性的。以下情况必须更新FMEA:设计变更、工艺变更、客户投诉、重大质量问题、供应链变更、法规更新。
第三章:DFMEA vs PFMEA 对比
3.1 核心区别
| 对比维度 | DFMEA(设计FMEA) | PFMEA(过程FMEA) |
|---|---|---|
| 分析对象 | 产品设计要素(材料、尺寸、结构、接口) | 制造/服务过程(工序、设备、参数、操作) |
| 目标 | 预防设计缺陷 | 预防制造缺陷 |
| 执行时机 | 概念设计→详细设计阶段 | 工艺开发→试产阶段 |
| 团队组成 | 设计工程师主导+系统工程师+测试+供应商 | 工艺工程师主导+生产+质量+设备维护 |
| 结构分析工具 | 结构树+边界图 | 过程流程图(PFD)+结构树 |
| 功能描述 | 设计功能(性能、可靠性、安全性) | 过程功能(加工、装配、检验) |
| 典型失效模式 | 强度不足、尺寸超差、接口不匹配 | 焊接不良、漏装、参数偏移 |
| 与IATF 16949关系 | PPAP提交文件之一 | PPAP提交文件之一 |
3.2 执行顺序
先做DFMEA,再做PFMEA。 DFMEA识别设计层面的潜在失效及其预防措施,这些设计预防措施成为PFMEA中"探测度"评分的基础。如果DFMEA中发现的设计问题在PFMEA阶段仍未解决,需要在PFMEA中体现为更高风险的失效模式。
第四章:Minitab FMEA操作指南
4.1 Minitab FMEA模板路径
Minitab 19及以上版本内置FMEA模板:Quality Tools → FMEA
模板自动包含AIAG-VDA 7步法格式,支持:S/O/D评分下拉选择(内置评分表)、AP优先级自动计算、风险图表自动生成(Pareto图/风险矩阵图)。
4.2 操作步骤
Step 1:打开模板 — Quality Tools → FMEA → 选择DFMEA或PFMEA模板
Step 2:填写项目信息 — 产品名称/型号、FMEA编号、团队、日期
Step 3:结构分析 — 在Structure列输入系统→子系统→要素层级
Step 4:功能与失效分析 — 逐行填写Function/Fault/Effect/Cause
Step 5:风险评分 — S/O/D下拉选择评分,AP自动计算
Step 6:优化措施 — 对H/M项填写预防和探测措施
Step 7:生成图表 — Stat → Quality Tools → Pareto Chart(查看前20%高风险项)
4.3 Minitab vs Excel选择建议
对于FMEA填写阶段,推荐用Excel模板(多人协作更方便)。对于FMEA分析阶段,推荐用Minitab做Pareto图和风险趋势图。Minitab不强制要求,但如有已安装,能提升分析效率。
第五章:案例1 — 汽车刹车系统DFMEA(设计FMEA)
5.1 项目背景
某汽车零部件供应商为新能源车型开发新一代盘式刹车系统。项目要求在-40℃~300℃温度范围内,刹车距离≤38m(100km/h→0),设计寿命15万公里。团队使用DFMEA识别设计阶段的潜在失效。
5.2 关键失效链分析
| 要素 | 失效模式 | 失效后果 | 失效原因 | S | O | D | AP |
|---|---|---|---|---|---|---|---|
| 刹车片摩擦材料 | 摩擦系数低于0.35 | 刹车距离延长>38m,追尾风险 | 热衰退温度<250℃ | 9 | 4 | 6 | H |
| 刹车盘 | 制动面跳动>0.05mm | 刹车抖动,驾驶员不适 | 加工精度不足 | 6 | 3 | 4 | M |
| 卡钳活塞密封 | 密封失效漏油 | 刹车油压不足,制动力下降 | 密封圈材料耐油性不足 | 8 | 3 | 5 | H |
| 刹车油管接口 | 接口松动漏油 | 刹车油泄漏,制动力丧失 | 螺纹设计强度不足 | 10 | 2 | 6 | H |
| ABS传感器 | 信号丢失 | ABS失效,车轮抱死 | 电磁干扰屏蔽不足 | 8 | 3 | 4 | H |
数据来源:张驰咨询汽车 brake system DFMEA 项目数据库,案例已脱敏处理。
5.3 优化措施与效果
| 要素 | 优化措施 | 优化后S | 优化后O | 优化后D | 优化后AP |
|---|---|---|---|---|---|
| 刹车片摩擦材料 | 换用陶瓷基复合材料,热衰退温度提升至450℃ | 9 | 2 | 5 | M |
| 卡钳活塞密封 | 改用FKM氟橡胶密封圈+100%气密性测试 | 8 | 2 | 2 | L |
| 刹车油管接口 | 增加锁紧螺母+扭矩监控+防错设计 | 10 | 1 | 1 | L |
| ABS传感器 | 增加双屏蔽层+信号冗余设计 | 8 | 2 | 2 | L |
5.4 项目成果
| 指标 | DFMEA前 | DFMEA后 | 变化 |
|---|---|---|---|
| H项数量 | 4项 | 0项 | 消除全部高风险 |
| M项数量 | 1项 | 1项 | 保留监控 |
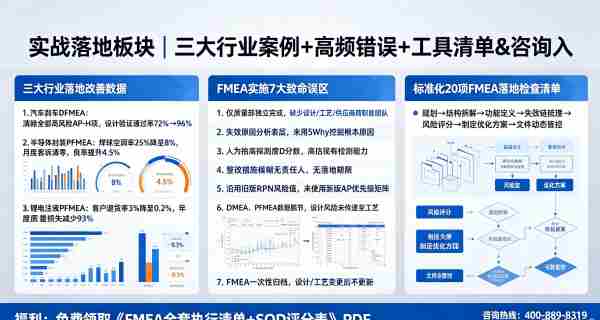
| 设计验证通过率 | 72% | 96% | +24% |
| 客户测试投诉 | 3次/批次 | 0次/批次 | 清零 |
第六章:案例2 — 半导体封装PFMEA(过程FMEA)
6.1 项目背景
某半导体封装厂生产QFN封装芯片,月产能500万颗。近期客户投诉"焊球空洞率超标"(规格≤15%,实测25%)。团队使用PFMEA分析封装工艺中的潜在失效。
6.2 关键失效链分析
| 工序 | 失效模式 | 失效后果 | 失效原因 | S | O | D | AP |
|---|---|---|---|---|---|---|---|
| 晶圆切割 | 切割崩边>50μm | 芯片边缘裂纹,可靠性下降 | 切割速度过高+冷却不足 | 7 | 5 | 4 | H |
| 贴片 | 芯片偏移>25μm | 焊球连接不良,电性能失效 | 贴片机精度漂移 | 8 | 4 | 3 | H |
| 回流焊 | 焊球空洞率>15% | 热阻升高,散热不良 | 回流温度曲线不当+氮气不足 | 8 | 7 | 5 | H |
| 塑封 | 塑封料气泡 | 湿气侵入,长期可靠性差 | 塑封料预热不足 | 7 | 4 | 6 | H |
| 测试 | 功能测试误判 | 不良品流出,客户投诉 | 测试程序覆盖不足 | 6 | 3 | 3 | M |
数据来源:张驰咨询半导体封装 PFMEA 项目数据库,案例已脱敏处理。
6.3 优化措施与效果
| 工序 | 优化措施 | 优化后S | 优化后O | 优化后D | 优化后AP |
|---|---|---|---|---|---|
| 晶圆切割 | 降低切割速度20%+增加DI水流量 | 7 | 2 | 4 | M |
| 贴片 | 增加每日首件校准+自动光学检测(AOI) | 8 | 2 | 2 | L |
| 回流焊 | 优化温度曲线(峰值245℃→250℃)+氮气纯度提升至99.999% | 8 | 3 | 3 | M |
| 塑封 | 增加塑封料预热段(80℃→120℃预热30分钟) | 7 | 2 | 4 | M |
6.4 项目成果
| 指标 | PFMEA前 | PFMEA后 | 变化 |
|---|---|---|---|
| H项数量 | 4项 | 0项 | 消除全部高风险 |
| 焊球空洞率 | 25% | 8% | -17%(规格≤15%) |
| 客户投诉 | 12次/月 | 0次/月 | 清零 |
| 良率 | 94% | 98.5% | +4.5% |
第七章:案例3 — 锂电池电解液灌注PFMEA
7.1 项目背景
某锂电池工厂生产18650圆柱电池,电解液灌注工序出现"电解液量不足"问题,导致电池容量衰减快,客户退货率3%。团队执行PFMEA定位根因。
7.2 关键失效链与优化
| 工序 | 失效模式 | 失效原因 | S | O | D | AP | 优化措施 | 优化后AP |
|---|---|---|---|---|---|---|---|---|
| 注液 | 注液量低于标准值 | 注液泵磨损导致精度漂移 | 8 | 6 | 5 | H | 增加注液量在线称重+每日泵校准 | L |
| 封口 | 密封圈变形导致漏液 | 封口压力参数未优化 | 9 | 4 | 6 | H | DOE优化封口压力+增加氦气检漏 | L |
| 老化 | 容量衰减超标 | 化成工艺时间不足 | 8 | 5 | 4 | H | 化成时间延长15%+增加容量分级 | M |
7.3 项目成果
| 指标 | PFMEA前 | PFMEA后 | 变化 |
|---|---|---|---|
| H项数量 | 3项 | 0项 | 消除全部高风险 |
| 客户退货率 | 3% | 0.2% | -2.8% |
| 容量一致性CV | 5.2% | 2.1% | -3.1% |
| 年质量损失 | 约600万 | 约40万 | -93% |
第八章:FMEA常见错误与避免方法
| # | 常见错误 | 后果 | 正确做法 |
|---|---|---|---|
| 1 | 团队只有质量部参与 | 设计/工艺问题识别不全 | 跨职能团队5-7人,含设计+工艺+质量+测试+供应商 |
| 2 | 失效原因分析太浅 | 措施治标不治本 | 用5Why法层层追问,找到可量化的根因 |
| 3 | 探测度(D)评分偏高 | 高估现有控制能力 | 以"相同工艺+相同控制"的历史数据为依据 |
| 4 | 措施泛泛无具体计划 | 措施无法执行或验证 | SMART原则:责任人+期限+验收标准 |
| 5 | 做完FMEA就锁在抽屉里 | 设计变更后风险失控 | FMEA是活文件,变更/投诉时触发更新 |
| 6 | 用旧版RPN而非新版AP | 优先级误判 | 采用AIAG-VDA第1版AP优先级矩阵 |
| 7 | DFMEA和PFMEA脱节 | 设计预防措施未在工艺中体现 | DFMEA完成后,将设计预防措施传递给PFMEA团队 |
第九章:FMEA 20项执行检查清单
下载此检查清单PDF(含填写示例),首次执行FMEA时逐条对照:点击免费咨询获取FMEA检查清单PDF 或拨打 400-889-8319。
规划阶段(4项):
1. 确定了FMEA分析范围(系统/子系统/零部件)
2. 组建了跨职能团队(≥5人,含设计/工艺/质量/供应商)
3. 制定了时间表(DFMEA 2-4周,PFMEA 1-3周)
4. 收集了客户需求和法规要求(IATF/ISO/客户特殊要求)

结构分析阶段(3项):
5. 完成了结构树(层级关系清晰)
6. 绘制了边界图(范围界定明确)
7. 识别了30-50个分析要素(不过多不过少)
功能与失效分析阶段(4项):
8. 每个要素的功能描述符合"动词+名词"格式
9. 规格要求有量化数值和单位
10. 失效链完整(原因→模式→后果)
11. 失效原因分析到根因(用5Why验证)
风险分析阶段(3项):
12. S/O/D评分有据可查(参照评分表+历史数据)
13. 使用AP优先级矩阵(非旧版RPN)
14. H项100%制定了改进措施
优化阶段(4项):
15. 措施符合SMART原则(具体/可衡量/可达成/相关/有时限)
16. 优先采取预防措施(防错优于检验)
17. 措施有明确责任人和完成期限
18. 优化后重新评估S/O/D和AP
文件化阶段(2项):
19. 生成了完整的FMEA报告(含跟踪表)
20. 建立了FMEA更新触发机制(变更/投诉/定期评审)
第十章:常见问题(FAQ)
Q1:FMEA是什么?什么时候用?
A:FMEA(失效模式与影响分析)是系统化的预防性质量工具,用于识别产品或过程中的潜在失效并提前采取改进措施。适用于新产品开发(DFMEA)、新工艺导入(PFMEA)、设计变更、客户投诉根因分析等场景。汽车行业IATF 16949强制要求执行FMEA。
Q2:DFMEA和PFMEA有什么区别?
A:DFMEA(设计FMEA)分析产品设计要素(材料、尺寸、结构),预防设计缺陷,在设计阶段执行。PFMEA(过程FMEA)分析制造工艺(工序、设备、参数),预防制造缺陷,在工艺开发阶段执行。两者都用7步法,但团队组成和分析对象不同。通常先做DFMEA再做PFMEA。
Q3:新版AIAG-VDA FMEA的7步法是什么?
A:Step1规划与准备→Step2结构分析→Step3功能分析→Step4失效分析→Step5风险分析→Step6优化→Step7结果文件化。2019年发布的AIAG-VDA第1版统一了之前美国和德国的两种FMEA方法。
Q4:AP和RPN有什么区别?为什么弃用RPN?
A:RPN=S×O×D(1-1000),存在严重度低但RPN高的误判问题。AP采用三维矩阵综合判定S×O×D,分为H(高,必须行动)、M(中,建议行动)、L(低,可酌情处理),更准确反映风险本质。
Q5:FMEA中S/O/D分别怎么打分?
A:S严重度(1-10):失效后果严重程度,10=安全风险无预警。O发生度(1-10):失效原因发生频率,10=≥100次/千件。D探测度(1-10):当前控制发现失效的能力,10=无法探测。新版AIAG-VDA提供了详细的评分表。
Q6:FMEA可以用Minitab做吗?
A:Minitab 19+内置FMEA模板(Quality Tools → FMEA),支持7步法格式和AP自动计算。但填写阶段推荐Excel(多人协作更方便),分析阶段用Minitab做Pareto图识别前20%高风险项。
Q7:做FMEA时最常见的5个错误是什么?
A:①团队只有质量部参与→应跨职能5-7人;②失效原因分析太浅→应用5Why追到根因;③探测度评分偏高→应以历史数据为依据;④措施泛泛→应SMART原则;⑤做完就锁→FMEA是活文件,变更时更新。
Q8:FMEA和DFSS/Six Sigma的关系是什么?
A:FMEA是DFSS和DMAIC的核心工具。DFSS中FMEA在优化阶段使用(DFMEA预防设计缺陷),DMAIC中FMEA在改进阶段使用(PFMEA识别工艺风险)。三者配合:FMEA识别风险→DOE优化参数→SPC持续监控。
相关阅读
• DOE实验设计完全指南:4种类型+Minitab操作+3个案例
• SPC统计过程控制完全指南:控制图选择+Minitab操作+3个案例
• MSA测量系统分析完全指南:GR&R研究+Minitab操作+3个案例
内容审核与数据来源声明
本文FMEA方法论基于AIAG-VDA FMEA Handbook第1版(2019年),案例数据来源于张驰咨询25年项目数据库(汽车行业/半导体行业/新能源行业),所有案例均已脱敏处理,不涉及具体客户商业机密。S/O/D评分示例参照AIAG-VDA标准评分表。
本文于2026年7月由张驰咨询技术委员会审核通过。如发现内容问题,请联系:400-889-8319。
FMEA培训推荐
如果您对本文的FMEA内容感兴趣,想要深入学习并在企业中落地应用,推荐了解以下培训课程:
• 六西格玛绿带培训:5天基础课程,掌握FMEA核心方法与工具
• 六西格玛黑带培训:20天高级课程,精通FMEA设计与优化
• 企业FMEA内训:定制化培训+项目辅导,顾问上门
• 六西格玛培训公司怎么选:8家机构对比,费用排名
张驰咨询25年专注六西格玛,ASQ/CAQ双授权认证机构。累计培养绿带/黑带学员10万+,服务华为、中国航天、宁德时代等2000+企业。如需FMEA培训方案,致电400-889-8319或在线咨询。
本文为www.6sigmambb.net独家首发,转载请注明出处。
内容审核与数据来源
审核人:张驰咨询技术研究中心 | 6位黑带大师联合审核 | 最后更新:2026-07-07
数据来源:张驰咨询2001-2026年项目数据库(2000+企业)| 行业权威文献
可信度声明:张驰咨询25年六西格玛培训经验,服务2000+企业,认证通过率92%+。


