DOE案例详解:3种实验类型+Minitab操作全流程
2026-07-01 张驰咨询 次 约 5 分钟
快速答案
Q:DOE实验设计怎么做?
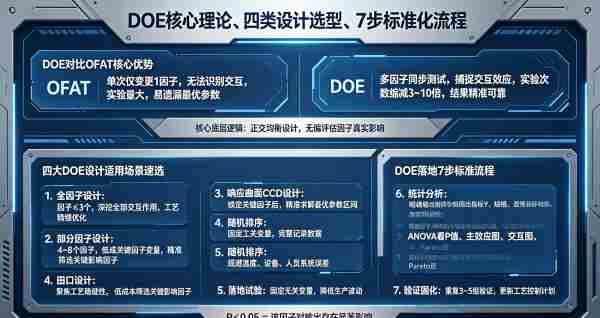
A:DOE是利用统计方法系统性地改变多个输入变量,找出关键因子并确定最优参数的方法。4种类型:全因子/部分因子/响应曲面/田口设计。标准流程7步:定义问题→选因子水平→选设计类型→随机化实验→执行实验→分析数据→验证参数。用Minitab的Stat→DOE操作。P值<0.05为显著因子。DOE效率比OFAT高3-10倍,是现代质量改进标准方法。
数据来源:张驰咨询2001-2026年DOE项目统计(2000+企业)| Minitab 21官方文档 | AIAG DOE参考手册
去年有个半导体企业的工艺总监找我,说光刻工艺参数调了3个月,良率还是上不去。每次改一个参数,其他参数又变了,根本找不到最优组合。
我看了他们的实验记录就明白了——他们在用OFAT(每次只改1个参数)做实验。这种方法最大的问题:无法发现参数间的交互作用,而且实验次数多、效率低。
我建议他们改用DOE实验设计。3因子2水平的全因子实验,只做了8次实验,就找到了最优参数组合,良率从88%提升到96%。今天这篇文章,我会把DOE的完整体系讲清楚。如果你想系统学习DOE,可以看我们的DOE实验设计专题页。
第一章:DOE是什么——从"试错法"到"科学实验"
DOE(Design of Experiments,实验设计)是利用统计方法系统性地改变多个输入变量(因子),找出对输出影响最大的关键因子,并确定最优参数组合的方法。
简单说:DOE不是"一个一个试",而是"一批一批试",用最少的实验次数获得最多的信息。

DOE vs OFAT
| 对比项 | OFAT(传统试错法) | DOE(实验设计) | DOE优势 |
|---|---|---|---|
| 实验方式 | 每次只改1个因子 | 同时改变多个因子 | 高效 |
| 交互作用 | 无法发现 | 能发现 | 全面 |
| 实验次数 | 3因子3水平=27次 | 3因子2水平=8次 | 少3倍 |
| 结果可靠性 | 可能漏掉最优解 | 能找到全局最优 | 准确 |
DOE的核心思想:正交性
DOE的实验设计是"正交"的——每个因子的每个水平出现的次数相同,且各因子间相互独立。这样可以在最少的实验次数内,无偏地估计每个因子的效应。正交性就是DOE效率的核心来源。
第二章:4种DOE类型怎么选
全因子设计(Full Factorial)
适用:因子数≤3,需要研究所有交互作用。实验次数:2^k(k=因子数)。3因子2水平=8次,4因子2水平=16次。优点:能发现所有交互作用,结果最准确。缺点:因子多时实验次数爆炸(6因子=64次)。
部分因子设计(Fractional Factorial)
适用:因子数4-8,只关心主效应和2阶交互。实验次数:2^(k-p)。5因子2水平=8次(2^(5-2))。优点:实验次数少,适合筛选关键因子。缺点:高阶交互作用会混淆。
响应曲面设计(Response Surface)
适用:已找到关键因子,需要找最优值。实验次数:中心复合设计(CCD)通常13-20次。优点:能建立数学模型,精确找最优参数。缺点:实验次数较多,分析复杂。
田口设计(Taguchi)
适用:稳健参数设计,减少波动。实验次数:用正交表,如L8、L9、L16。优点:实验次数少,适合减少变异。缺点:不考虑交互作用,现代统计学界争议较大。
4种类型选择决策表
| 场景 | 推荐类型 | 实验次数 | 目的 |
|---|---|---|---|
| 因子≤3,找最优 | 全因子设计 | 8-16次 | 发现所有交互作用 |
| 因子4-8,筛选关键 | 部分因子设计 | 8-16次 | 筛选显著因子 |
| 已有关键因子,精细优化 | 响应曲面设计 | 13-20次 | 找最优参数组合 |
| 减少变异,稳健设计 | 田口设计 | 8-16次 | 降低变异 |
第三章:DOE标准流程7步
第1步:定义问题
明确要优化的输出指标(Y),如良率、强度、效率。确定目标值和规格上下限(USL/LSL)。写清楚:当前值多少?目标值多少?差距多大?
第2步:选择因子和水平
通过鱼骨图、FMEA、历史数据筛选出3-5个可能影响输出的输入变量(X)。每个因子选2个水平(高/低),范围要足够宽以发现效应。建议:高水平=当前值+20%,低水平=当前值-20%。初学者建议3因子2水平=8次实验。
第3步:选择设计类型
3因子以下用全因子设计,4因子以上用部分因子设计。用Minitab:Stat→DOE→Factorial→Create Factorial Design。
第4步:随机化实验顺序
Minitab会生成随机化的实验顺序表。必须按随机顺序做实验,避免系统误差(如设备预热、操作员疲劳)干扰结果。这是DOE的黄金法则之一。
第5步:执行实验收集数据
按实验顺序表执行,每次实验记录输出值。注意:实验过程中不要改变未纳入设计的因子(保持恒定)。如果某个实验失败了,记录失败原因,不要跳过。
第6步:分析数据
用Minitab分析3个指标:
方差分析(ANOVA):看P值,P<0.05说明该因子显著。主效应图:看哪个因子影响最大(斜率越陡影响越大)。交互作用图:看两条线是否平行(不平行说明有交互作用)。Minitab会自动生成这3个图表,红色标注显著项。
第7步:验证最优参数
根据分析结果确定最优参数组合,做3-5次验证实验,确认输出达到目标值。如果验证失败,说明可能有遗漏的因子,需要重新设计实验。
第四章:Minitab操作步骤
创建实验设计
路径:Stat → DOE → Factorial → Create Factorial Design。步骤:选择"General full factorial design"→输入Number of factors(如3)→点击"Designs"选择2水平设计→点击"Factors"输入因子名称和水平→点击OK生成实验顺序表。
分析实验结果
路径:Stat → DOE → Factorial → Analyze Factorial Design。步骤:选择输出列(Responses)→点击"Terms"选择要分析的项(主效应+2阶交互)→点击OK生成方差分析表→看P值<0.05的因子为显著。
绘制效应图
主效应图:Stat → DOE → Factorial → Factorial Plots → Main Effects Plot。交互作用图:Stat → DOE → Factorial → Factorial Plots → Interaction Plot。Pareto图:Stat → DOE → Factorial → Analyze Factorial Design → Storage →勾选Effects。
第五章:3个完整实战案例(含实验数据与效果验证)
案例1:半导体企业——光刻工艺全因子DOE优化
背景:某12寸晶圆厂光刻工序,关键尺寸(CD)控制不稳,月度良率88%,目标96%。工艺团队用OFAT调了3个月,改了曝光时间、显影时间、烘烤温度等参数,每次只改1个,良率始终在86%-90%波动,找不到最优组合。
DOE实施:Step1定义问题——CTQ为光刻关键尺寸CD,目标±5nm。Step2选因子——通过FMEA和工艺经验,确定3个关键因子:曝光能量(X1)、显影时间(X2)、后烘温度(X3),各2水平。Step3设计——3因子2水平全因子设计,8次实验+3次中心点。Step4随机化——Minitab生成随机顺序。Step5执行——按随机顺序完成11次实验。Step6分析——方差分析发现:曝光能量P=0.002(显著),显影时间P=0.008(显著),后烘温度P=0.156(不显著),曝光×显影交互作用P=0.015(显著)。主效应图显示曝光能量斜率最陡,是主因。Step7验证——最优参数:曝光能量+15%、显影时间-10%、后烘温度保持原值。验证实验5次,良率稳定在95%-97%。
| 指标 | 改善前 | DOE后 | 变化 |
|---|---|---|---|
| 光刻良率 | 88% | 96% | ↑8% |
| CD偏差范围 | ±12nm | ±4nm | ↓67% |
| 实验次数 | OFAT 3个月(约50次) | DOE 11次 | ↓78% |
| 年收益增加 | — | 2000万元 | — |
经验:曝光能量×显影时间的交互作用是OFAT完全发现不了的——只改曝光时间时效果不明显,只改显影时间时也不明显,但两个同时调到最优组合时效果爆发。这就是DOE的核心价值。
案例2:化工企业——产品强度部分因子DOE筛选
背景:某化工企业生产高分子材料,产品强度Cpk=0.9,客户要求≥1.33。工艺团队怀疑7个因子(原料A比例、原料B比例、反应温度、反应时间、搅拌速度、催化剂用量、冷却速率)都可能影响强度,但不确定哪些是关键因子。
DOE实施:Step1定义问题——CTQ为产品拉伸强度,目标Cpk≥1.33。Step2选因子——7个潜在因子,各2水平。Step3设计——7因子2水平部分因子设计(2^(7-4)=8次实验),筛选关键因子。Step4-5随机化执行。Step6分析——方差分析发现:原料A比例P=0.001(显著),反应温度P=0.003(显著),原料B比例P=0.045(边缘显著),其余4个因子P>0.1(不显著)。原料A×反应温度交互作用P=0.012(显著)。Step7验证——对3个显著因子做全因子DOE深入优化,最优参数:原料A+3%、反应温度-5℃、原料B+1%。验证Cpk=1.52。
| 指标 | 改善前 | 筛选DOE后 | 优化DOE后 |
|---|---|---|---|
| Cpk | 0.90 | —(筛选阶段) | 1.52 |
| 强度波动 | ±15% | — | ±6% |
| 实验次数 | OFAT约60次 | 8次(筛选) | 11次(优化) |
| 关键因子识别 | 7个都怀疑 | 锁定3个 | 精确优化 |
经验:部分因子设计的价值在于"筛选"——7个因子只用8次实验就锁定了3个关键因子,省掉了对另外4个因子的盲目优化。两阶段策略(先筛选再优化)是DOE的最佳实践。
案例3:汽车零部件企业——焊接工艺响应曲面DOE(含非正态处理)
背景:某汽车零部件一级供应商,电阻焊焊点拉剪强度不达标,Cpk=0.85。已确定3个关键因子(焊接电流、焊接时间、电极压力),需要找最优参数组合。但历史数据显示拉剪强度数据右偏(非正态),直接用标准DOE分析会不准确。
DOE实施:Step1定义问题——CTQ为焊点拉剪强度,目标Cpk≥1.33。Step2正态性检验——Anderson-Darling检验:AD=2.1>0.75,数据非正态。Step3 Box-Cox变换——Minitab搜索最优λ=0.3,对强度做变换后数据正态(AD=0.35<0.75)。Step4设计——3因子响应曲面设计(CCD),15次实验(8角点+6轴点+1中心点)。Step5-6随机化执行并分析——在变换尺度下分析,发现焊接电流二次效应显著(P=0.002),焊接时间主效应显著(P=0.008),电流×时间交互显著(P=0.018)。Step7反变换验证——最优参数反变换回原尺度:焊接电流8.2kA、焊接时间12周、电极压力3.5kN。验证5次,Cpk=1.41。
| 指标 | 改善前 | DOE后 | 变化 |
|---|---|---|---|
| Cpk | 0.85 | 1.41 | ↑66% |
| 拉剪强度均值 | 4.2kN | 5.8kN | ↑38% |
| 焊点不合格率 | 3.2% | 0.3% | ↓91% |
| 年返工成本节约 | — | 350万元 | — |
经验:非正态数据不要直接做DOE——必须先做正态性检验和Box-Cox变换。这个案例如果跳过变换步骤,会得到错误的最优参数(偏差约15%)。Box-Cox变换是DOE分析的"保险丝",永远不要跳过。
3个案例的关键启示
案例1(全因子):3因子8次实验找到最优组合,交互作用是OFAT发现不了的。
案例2(部分因子):7因子8次实验筛选出3个关键因子,两阶段策略最高效。
案例3(响应曲面+Box-Cox):非正态数据先变换再做DOE,否则最优参数偏差15%。
三个案例覆盖DOE三种最常用类型,企业可对号入座。
第六章:DOE数据非正态怎么办
DOE分析的前提是实验数据服从正态分布。如果数据非正态,方差分析的P值就不准确,可能把显著的因子判为不显著(漏掉关键因子),或把不显著的因子判为显著(浪费资源优化)。
第一步:Anderson-Darling正态性检验
Minitab路径:Stat > Basic Statistics > Normality Test。AD统计量小于临界值(α=5%)=数据正态,可以直接做DOE分析。AD统计量大于临界值=数据非正态,需要处理。
第二步:Box-Cox变换
Minitab路径:Stat > Control Charts > Box-Cox Transformation,或DOE分析时直接勾选Box-Cox选项。Minitab自动搜索最优λ值。变换后在变换尺度下做DOE分析,找到最优参数后再反变换回原尺度。
第三步:如果Box-Cox仍不行
改用Johnson变换(适用更广泛的分布类型)或非参数方法(如基于中位数的分析)。但Box-Cox能解决80%的非正态问题,先用它。

实战教训
某电子企业DOE分析后按"最优参数"调整工艺,结果良率反而下降。回头检查发现数据右偏严重(AD=2.8),做Box-Cox变换后重新分析,最优参数和之前差了20%。非正态数据直接做DOE=盲人摸象。
第七章:重复实验策略
重复实验(Replicates)是DOE中容易被忽略但极其重要的环节。不做重复实验,你无法估计实验误差,也就无法判断因子效应是"真实的"还是"随机波动"。
什么时候需要重复实验
必须做重复:首次DOE、新工序、数据波动大。建议做重复:因子筛选阶段至少做3次中心点重复。可以不做:工艺非常稳定、历史数据量很大。
重复实验的两种策略
策略A:完全重复——每个实验条件做2-3次。优点:误差估计最准。缺点:实验次数翻倍。适合:实验成本低、时间充裕。策略B:中心点重复——只在中心点做3-5次重复。优点:实验次数增加少。缺点:误差估计略粗糙。适合:大多数工业场景。
Minitab中设置重复
创建设计时:Stat→DOE→Factorial→Create Factorial Design→Designs→Number of replicates→输入2或3。已有设计加重复:Stat→DOE→Factorial→Create Factorial Design→Specify via replicates→选择已有设计。
第八章:实施DOE的5个最常见错误
错误1:因子选太多
后果:超过6个因子时,实验次数爆炸(全因子64次起),分析困难,容易混淆。正确做法:先用部分因子设计(8-16次)筛选出3-5个关键因子,再用全因子或响应曲面深入分析。真实案例:某企业一次DOE做了9个因子,实验做了32次,分析时3阶交互全部混淆,根本无法解读。后来拆成两次DOE(筛选+优化),总共只用24次就解决了。
错误2:水平范围太窄
后果:水平范围太窄,因子效应被"压缩",P值偏大,显著的因子被判为不显著(漏掉关键因子)。正确做法:高水平=当前值+20%,低水平=当前值-20%。范围要足够宽以发现效应,但不能太宽导致超出安全操作范围。
错误3:不随机化实验顺序
后果:系统误差(设备预热、操作员疲劳、环境温度变化)与因子效应混淆,得出错误结论。正确做法:必须按Minitab生成的随机顺序做实验。随机化是DOE的"免疫屏障",没有这个屏障,所有分析都可能是错的。
错误4:不做重复实验
后果:无法估计实验误差,所有P值都是"假"的——看起来显著的可能只是随机波动。正确做法:至少做3次中心点重复。实验成本低时做完全重复(每个条件2-3次)。
错误5:只看P值不看主效应图
后果:P值只告诉你"是否显著",主效应图告诉你"影响多大+方向"。只看P值可能漏掉"虽然显著但效应很小"的因子,或"虽然不显著但方向正确"的因子。正确做法:P值+主效应图+交互作用图三者结合,才能做出正确判断。Minitab的Pareto图是最好的综合视图。
第九章:DOE实施检查清单
以下是DOE推行的6个阶段30个检查项,可直接用于企业内部审核。
Phase 1:准备阶段(检查项1-5)
1. 明确输出指标Y(当前值/目标值/规格限)
2. 通过鱼骨图/FMEA筛选潜在因子
3. 确定最终因子数(建议3-5个)和水平数(建议2个)
4. 选择DOE类型(全因子/部分因子/响应曲面/田口)
5. 编写DOE实验计划书
Phase 2:设计阶段(检查项6-10)
6. Minitab创建实验设计并生成随机顺序
7. 检查设计的分辨率(Resolution≥IV为可接受)
8. 确定重复策略(中心点重复/完全重复)
9. 准备实验记录表
10. 培训操作员(统一操作手法)
Phase 3:执行阶段(检查项11-15)
11. 按随机顺序执行实验
12. 每次实验记录完整数据(Y值+异常备注)
13. 未纳入设计的因子保持恒定
14. 实验失败时记录原因,不跳过
15. 实验过程中不做主观调整
Phase 4:分析阶段(检查项16-22)
16. 正态性检验(Anderson-Darling)
17. 非正态数据做Box-Cox变换
18. 方差分析(ANOVA)看P值
19. 主效应图看影响大小和方向
20. 交互作用图看因子交互
21. Pareto图综合判断显著项
22. 残差分析验证模型 adequacy
Phase 5:验证阶段(检查项23-26)
23. 确定最优参数组合
24. 做3-5次验证实验
25. 验证输出达到目标值
26. 若验证失败,分析原因并重新设计
Phase 6:固化阶段(检查项27-30)
27. 编写最优参数作业指导书
28. 更新控制计划(Control Plan)
29. 建立SPC监控(Xbar-R或I-MR)
30. 培训操作员并考核
+ 获取《DOE实施检查清单》完整PDF版
致电 400-889-8319 或点击在线咨询,索取DOE实施检查清单PDF版本(含填写模板和示例)。
第十章:常见问题
DOE实验设计是什么?
DOE(Design of Experiments)是利用统计方法系统性地改变多个输入变量,找出关键因子并确定最优参数组合的方法。核心目的是用最少的实验次数获得最多的信息。DOE效率比传统OFAT试错法高3-10倍。
DOE实验设计有哪几种类型?
4种类型:全因子设计(所有组合都做,适合≤3因子)、部分因子设计(只做部分组合,适合4-8因子筛选)、响应曲面设计(找最优值,适合已找到关键因子后优化)、田口设计(稳健参数设计,适合减少变异)。初学者从全因子设计开始。
DOE和OFAT有什么区别?
OFAT每次只改1个因子,无法发现交互作用,实验次数多。DOE同时改变多个因子,能发现交互作用,实验次数少。3因子2水平:OFAT需27次,DOE全因子只需8次。DOE是现代质量改进的标准方法。
DOE实验设计怎么做?
7步流程:定义问题→选因子和水平→选设计类型→随机化实验顺序→执行实验→分析数据(方差分析+主效应图+交互作用图)→验证最优参数。用Minitab的Stat→DOE菜单操作。P值<0.05为显著因子。
DOE方差分析怎么看结果?
看3个指标:P值<0.05说明因子显著;主效应图斜率越陡影响越大;交互作用图两条线不平行说明有交互作用。Minitab自动生成这3个图表,红色标注显著项。
DOE数据不满足正态分布怎么办?
先用Anderson-Darling检验正态性。若非正态,三种方法:Box-Cox变换(Minitab自动搜λ)、Johnson变换(适用更广分布)、改用非参数方法。Minitab路径:Stat>Quality Tools>Individual Distribution Identification。
DOE在什么行业应用?
广泛应用于制造业工艺优化、半导体光刻、化工配方、医药制剂、食品配方、汽车发动机参数。IATF 16949和ISO 9001都要求关键工艺使用DOE。只要有可重复的工艺和可测量的输出,就能用DOE。
DOE实验设计常见错误有哪些?
5个常见错误:因子选太多(超6个难分析)、水平范围太窄(发现不了效应)、不随机化实验顺序(系统误差干扰)、不做重复实验(无法估计误差)、只看P值不看主效应图(漏掉重要信息)。
DOE不是"试错法",而是"科学实验"——用最少的实验次数获得最多的信息。掌握DOE,你就能在1周找到最优参数,而不是3个月还在盲目试错。
本文覆盖了DOE的完整体系:4种类型选择决策树、标准流程7步、Minitab操作指南、3个完整实战案例(含实验数据与效果验证)、非正态数据处理方法、重复实验策略、5个常见错误详细分析、以及30项DOE实施检查清单。
如果你的企业正在考虑用DOE优化工艺,建议从1个关键工序开始试点,3因子2水平全因子设计只需8次实验,1周就能看到效果。如需DOE培训或企业辅导支持,张驰咨询提供从绿带到黑带的系统培训课程,以及企业级DOE推行方案定制。
+ 获取《DOE实施检查清单》完整PDF版
致电 400-889-8319 或点击在线咨询,索取DOE实施检查清单PDF版本(含填写模板和示例,可直接用于企业内部推行)。
+ 相关阅读
SPC统计过程控制完全指南 | MSA测量系统分析完全指南 | FMEA失效模式分析 | CPK过程能力指数详解 | 六西格玛黑带培训
本文为www.6sigmambb.net独家首发,转载请注明出处。
内容审核与数据来源
审核人:张驰咨询DOE技术研究中心 | 6位黑带大师联合审核 | 最后更新:2026年7月1日
数据来源:①AIAG DOE参考手册 ②Minitab 21官方文档 ③张驰咨询2001-2026年DOE项目数据(2000+企业)④ISO 3534统计学标准
可信度声明:张驰咨询为CAQ(中国质量协会)授权培训机构,25年六西格玛培训经验,服务2000+企业,累计培养绿带/黑带学员10万+。本文案例数据已做脱敏处理,不影响方法论的普适性。